This is a continuation to the series of flexo plates troubleshooting Part 1 and Part 2. Hyperlinks have been added here, in case you have not read the previous articles.
Blocking
- Problem: Ink transfer from one print to the next
- Causes: Ink drying problems; web tension issues; substrate humidity problem
- Solutions: Optimisation of ink, substrate and dryer parameters
 𝔰𝔯𝔠 Mary Anne Enriquez
𝔰𝔯𝔠 Mary Anne EnriquezInk splashing
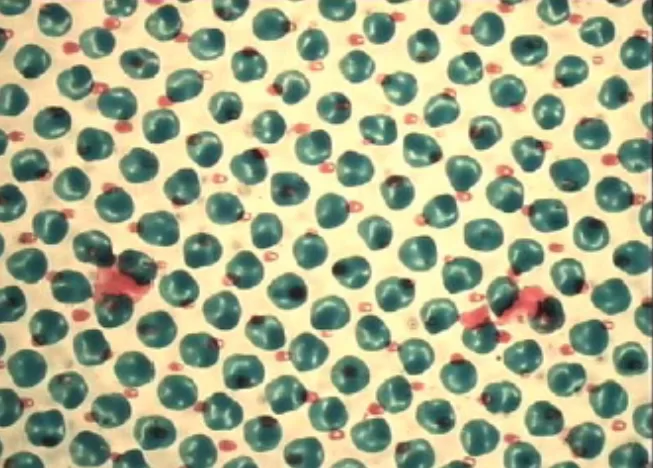
- Problem: Ink splashing
- Causes: Ink viscosity too low; wrong anilox specification (volume too high and/or line count too low)
- Solutions: Correct ink viscosity; optimize anilox specification
 𝔰𝔯𝔠 Anyflexo
𝔰𝔯𝔠 Anyflexo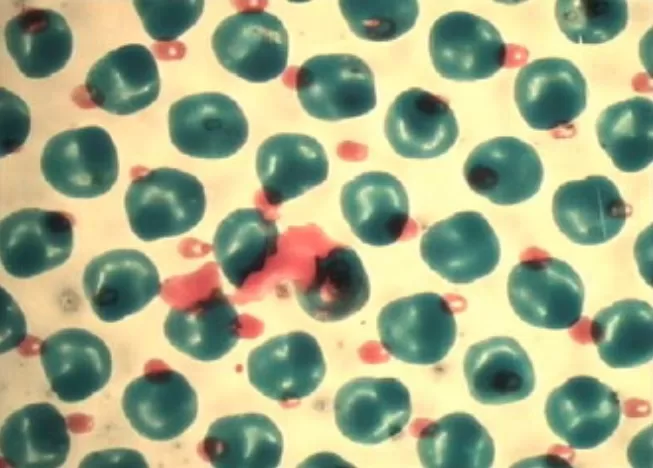 𝔰𝔯𝔠 Anyflexo
𝔰𝔯𝔠 AnyflexoRegistration issues
- Problem: Registration problems in print
- Causes: Issues during plate mounting; equipment problems during plate making (drying unit); plate orientation on imaging system; separations made from different raw material batches
- Solutions: Confirm functionality of plate making equipment; image separations in the same orientation on the CDI; use plates for different separations from same raw material box/batch
 𝔰𝔯𝔠 Anyflexo
𝔰𝔯𝔠 AnyflexoElement edges start to print earlier
- Problem:: Element edges start to print early
- Causes: Cupping issue; high anilox to plate or plate to substrate impression
- Solutions: Optimisation of plate making parameters (especially dry times); optimisation of impression settings on press
 𝔰𝔯𝔠 Anyflexo
𝔰𝔯𝔠 Anyflexo“Unsharp” printing
- Problem: Unsharp printing result; high dot gain
- Causes: Excessive plate swelling from unsuitable solvents or cleaners could result in plate softening during printing; high impression settings; possibly “cupping” issue; possibly ink issue
- Solutions: Confirmation of suitable solvents; possibly reduce impression settings
 𝔰𝔯𝔠 Anyflexo
𝔰𝔯𝔠 AnyflexoInk transfer issues
- Problem: Ink transfer issues
- Causes: General ink issue; ink drying on the anilox roller; plate surface contaminated
- Solutions: Confirm the condition of the ink; cleaning of plate surface and anilox roller
“Filling in” of fine elements
- Problem: Fine printed elements start to fill in with ink
- Causes: High anilox to plate impression; wrong ink viscosity
- Solutions: Confirm anilox settings; check and correct ink viscosity
 𝔰𝔯𝔠 Anyflexo
𝔰𝔯𝔠 AnyflexoInk “bleeding”
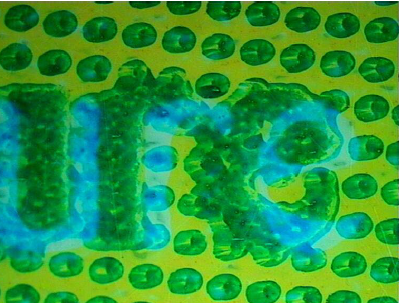
- Problem: Ink starts to bleed; no defined screen structures visible
- Causes: Improper pigment use in ink formulation; pH issue in water based ink formulation
- Solutions: Consult your ink manufacturer
 𝔰𝔯𝔠 Anyflexo
𝔰𝔯𝔠 Anyflexo“Dirty printing” in transitions of flexo plates
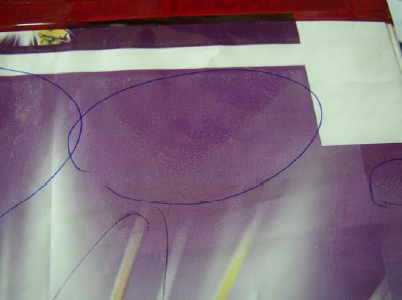
- Problem: Screen transitions start to print dirty
- Causes: High anilox to plate impression setting; low ink viscosity; high anilox volume; shallow intermediate depths or plate relief
- Solutions: Optimisation of press and ink parameters, correction of plate making issues
 𝔰𝔯𝔠 Anyflexo
𝔰𝔯𝔠 Anyflexo



