Achieving high-quality prints in flexo printing relies heavily on the quality of the flexo plates used. Technicians must possess a thorough understanding of the common technical issues that can arise with flexo printing plates and the appropriate solutions. This article is part 1 of flexo plate troubleshooting series that explores some of the most frequently encountered problems, their causes, and the technical solutions to overcome them.
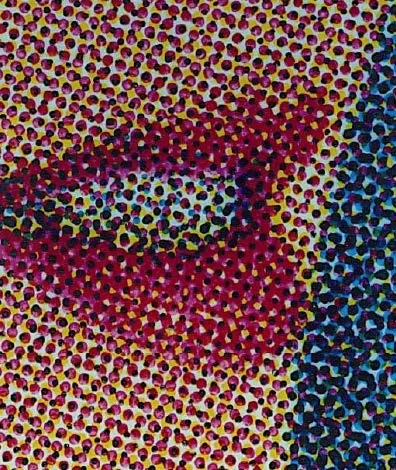
Moiré Patterns
- Problem: Undesired patterns appearing when printing multiple colours.
- Causes: Moiré patterns can occur due to several factors, such as incorrect screen angles of the colour separations, an improper ratio between the anilox and printed line count, or issues with the cylinder rolling conditions.
- Solutions: To eliminate moiré patterns, confirm and correct the screen angles used for the separations. Ensure that the ratio of the anilox to the printed line count is at least 5:1. Optimise the register and verify that the cylinder rolling conditions are appropriate.
 © Anyflexo
© Anyflexo © Anyflexo
© AnyflexoMoiré patterns
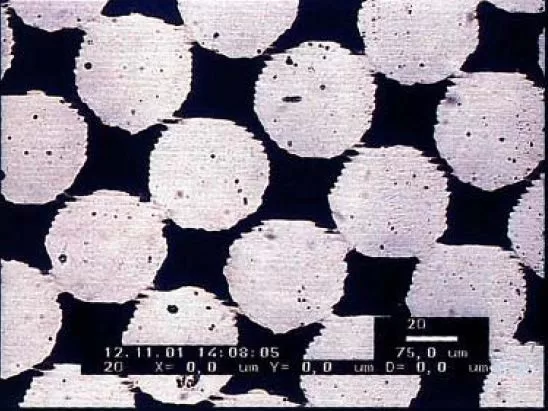
Ablation Quality
- Problem: Suboptimal ablation of the black mask, resulting in issues like stripes.
- Causes: Poor ablation quality can stem from insufficient laser intensity, non-optimised drum rotation, incorrect focus settings, or beam issues in multi-beam imaging systems.
- Solutions: Precisely calibrate the laser energy and drum rotation to achieve optimal ablation. Confirm and correct the focus setting to ensure proper imaging.
 © Anyflexo
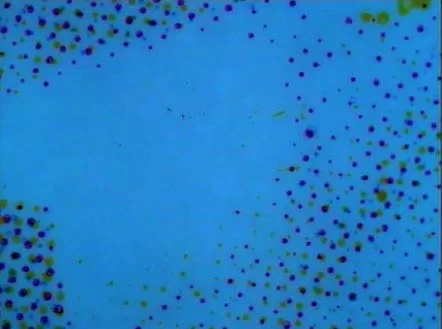
© AnyflexoMissing or Unstable Highlight Dots
- Problem: Highlight dots are either missing or appear unstable.
- Causes: This issue often arises from an insufficient bump-up curve.
- Solutions: Determine the correct bump-up values based on factors such as the line count, plate type, and imaging system. Maintain consistent plate-making parameters throughout the process.
 © Anyflexo
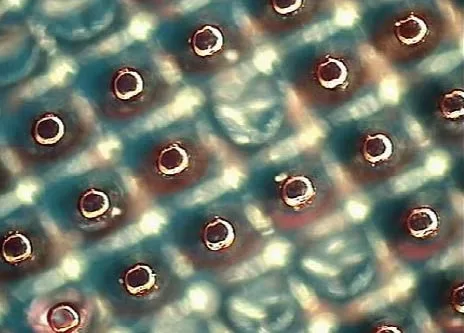
© AnyflexoMissing Highlight Dots
- Problem: Highlight dots and dot tips are missing from the plate.
- Causes: Plate swelling can occur due to aggressive inks or cleaners, the use of unsuitable plate cleaning devices, or insufficient polymer cross-linking combined with prolonged washout times.
- Solutions: Employ suitable, lint-free, and soft plate cleaning devices to prevent damage to the highlight dots.
 © Anyflexo
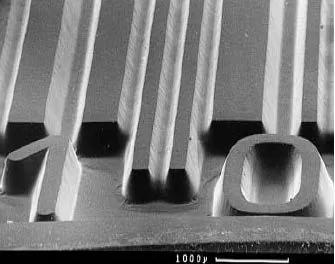
© AnyflexoInsufficient Relief Depth
- Problem: The relief depth is insufficient, causing the floor of the plate to start printing.
- Causes: This issue can arise when the back exposure is too long, and the plate processing time is too short.
- Solutions: Confirm and adjust the plate processing parameters to achieve the appropriate relief depth.
 © Anyflexo
© Anyflexo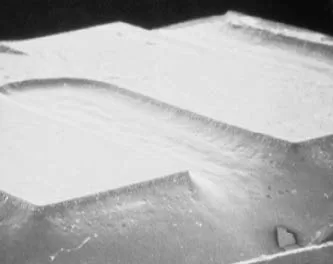 © Anyflexo
© AnyflexoCracking
- Problem: Deep, star-shaped cracks appear on the plate surface.
- Causes: High ozone content during light finishing, resulting from prolonged UVC exposure, possibly combined with mechanical stress on the polymer or high temperatures in the light finishing unit. Plates that are light finished while still too warm can also develop cracks.
- Solutions: Test the UVA and UVC light finishing settings and confirm if any ozone-producing sources are present. Ensure that the ventilation inside the light finisher is functioning properly. Allow the plates to cool down to room temperature before proceeding with light finishing.
 © Anyflexo
© AnyflexoBy familiarising themselves with these common issues and their respective solutions from part 1 of flexo plate troubleshooting series, technicians can effectively fix flexo printing plate and maintain high-quality print results. Stay tuned for Parts 2 and 3 of this series, which will delve into additional problems and their remedies.
![[Flexo Flaw Fixing] Moiré Effect](https://flexopedia.net/wp-content/uploads/2022/07/moire_effect.png)
![[Flexo Flaw Fixing] Horizontal Streaks](https://flexopedia.net/wp-content/uploads/2022/07/063_Transverse_Stripes-jpeg-e1703168980304.webp)
![[Flexo Flaw Fixing] Ink Mottling](https://flexopedia.net/wp-content/uploads/2022/06/Mottled_Print.png)

{kind=link}