
Part I: The Flexographic Printing Press Defect Catalogue
When a flexo job starts drifting in colour, register, or dot gain, the operator’s first instinct is to check the ink, then the plates, then the anilox, then the doctor blade. The chiller is usually somewhere near the bottom of that list, if it gets checked at all. That sequence is backwards. On any UV cured or high speed CI line, a tired or drifting chiller will show up on the printed web well before it ever triggers an alarm on its own panel. Treating the print as a diagnostic readout for the cooling system saves hours of fault hunting in the wrong place.
This article maps the most common heat related defects in flexo printing back to the chiller condition that produces them, and lays out the simple measurements that confirm or exonerate the cooling system in each case.
How a Chiller Fault Reaches the Print
Cooling sits in the middle of three temperature sensitive systems on the press: the plate and sleeve cylinders, the ink delivery loop, and the UV curing heads. A small drift in supply water temperature or flow rate touches all three.
- Plate cylinders warm up, photopolymer plates expand, and the dot grows
- Ink trays warm up, viscosity shifts, and ink film weight changes
- LED UV heads warm up, the array derates, and cure energy falls
- Substrate behind the impression nip warms up, the web stretches, and register creeps
- Solvent recovery condensers warm up, condensation efficiency drops, and VOC slip rises
Almost every “I changed nothing and the colour shifted” complaint on a UV flexo press comes back to one of these chains.
The Defect Catalogue
The table below maps the symptom on press to the chiller condition most likely to be behind it, and the first measurement that will confirm the diagnosis.
| Defect on the Web | Likely Chiller Side Cause | First Thing to Measure |
|---|---|---|
| Register drifts gradually through the run | Plate cylinder cooling losing capacity as ambient rises | Supply water temperature trend over the shift |
| Dot gain shifts between start and steady state | Plate temperature equilibrating slowly, buffer tank undersized | Plate cylinder surface temperature with an IR gun, start vs hour two |
| Banding or streaks across the web | Air pocket or partially blocked branch in the cooling manifold | Pump pressure and flow at the consumer |
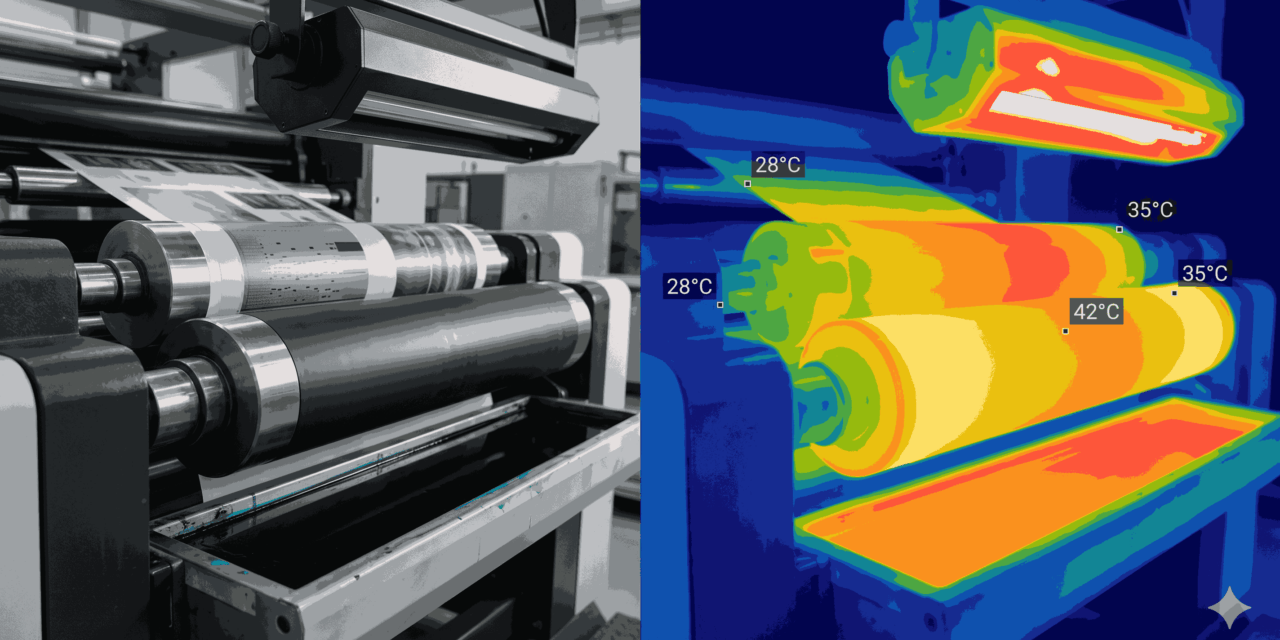
| LED UV under cure or output fade | LED head running above 30°C, chiller capacity insufficient at peak speed | Lamp head inlet water temperature at full speed |
| Ink density rising mid run (solvent) | Ink tray warming, solvent flashing, viscosity climbing | Ink tray temperature with an IR gun |
| Ink density falling mid run (water based) | Ink tray warming, viscosity dropping, more transfer | Tray temperature plus viscosity cup at start, middle, end |
| Plate swell or dimensional growth | Plate cylinder running too warm, or condensing below dew point | Plate cylinder temperature against ambient dew point |
| VOC monitor alarms on long solvent runs | Glycol chiller setpoint drifting, condenser running warm | Solvent recovery condenser inlet and outlet temperatures |
| Web buckling or loose loops at the rewind | Dryer return cooling underperforming, web heat carrying through | Web temperature exiting the last drying zone |
[insert image: schematic of a flexo press marked with the temperature critical zones (plate cylinders, ink trays, UV heads, dryer exhaust, solvent condenser) and the chiller loops feeding each]
The Timing of the Defect Tells You the Fault Type
The single most useful diagnostic clue is when in the run the defect appears. The pattern points straight at the failure mode.
Defect appears as the press warms up and stabilises after 30 to 60 minutes. The chiller is sized tight at peak load, or the buffer tank is undersized. Capacity is reaching its limit, not failing.
Defect creeps in gradually across hours of running. The chiller is losing capacity over time. Suspect a fouled condenser, a slow refrigerant leak, a degraded glycol mix, or an air cooled unit struggling against rising afternoon ambient.
Defect appears intermittently with no warm up pattern. Suspect a flow problem: air ingress in the loop, a partially blocked filter, pump cavitation, or a flaky temperature sensor causing the controller to hunt.
Defect tracks ambient temperature on a daily cycle. Air cooled chiller derating in afternoon heat. Common in summer in plants without a conditioned chiller room.
Defect only shows at maximum press speed. Total heat load at full production exceeds chiller capacity. The original sizing was wrong, or the press is being pushed harder than the chiller specification anticipated.
This timing logic catches roughly 80 percent of chiller related print defects without ever opening the chiller cabinet.



{kind=link}