
This blog was written by Sandra Kaiser from Flexo Consulting
A wide range of materials can be printed using flexographic printing. Technically speaking, anything could be printed using the letterpress process. The variety of materials ranges from paper to a wide variety of plastic films. They also include aluminium foil, and tissue materials for the hygiene sector, and even corrugated cardboard sheets. However, for economical reasons, a wide variety of printing processes are in use depending on the size of the run. This depends on the size of the printed product, the ink used, the printing plates, and the type of machine. Differences between the printing unit variants lie in central cylinder presses, presses with a row design, and a stand design.
Flexible substrates usually go into print from the roll, dried, and then rolled up again. This is the well-known roll-2-roll process. Rigid materials such as corrugated board sheets, on the other hand, can only go into print in a press with an in-line design. A feeder supplies the press with the separated sheets from a pallet. The sheets transit through the press via conveyor belts, with grippers, or via vacuum suction knobs.
An exception is label printing, for which we use narrow-web presses that print in a row and combine different printing processes, such as flexographic and screen printing, for finishing.
What about the superstructure of printing unit variants?
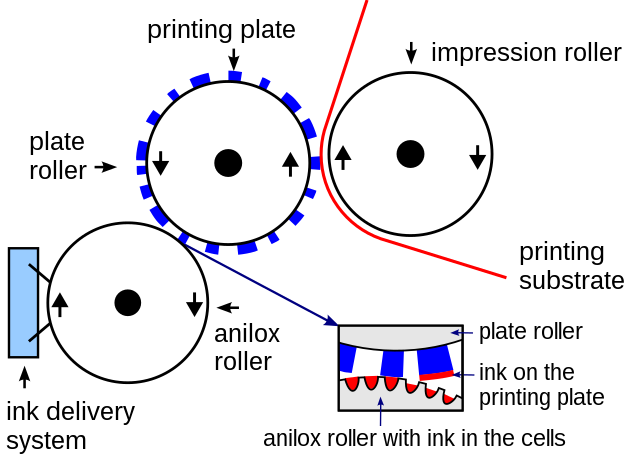
Today, only two superstructures are of general interest, the 3-roll or inking-roll printing unit as a squeegee system or with an open doctor blade system, and the 2-roll printing unit or doctor blade printing unit. In quality printing, however, the 2-roller doctor blade printing unit has clearly prevailed.
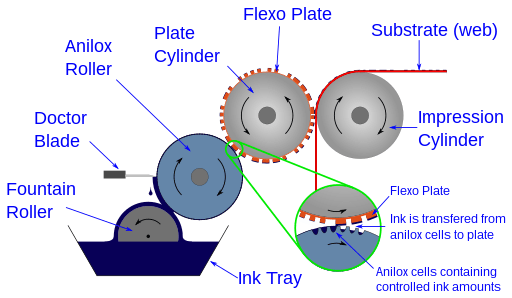
Operating and adjusting the dip roller printing unit is relatively easy, and operators mostly use it for simple print jobs. The operator adjusts the ink application via the gap between the inking roller and the anilox roller. Gear wheels drive the printing form cylinder. If the press of this type comes to a standstill, the operator must lift the plate cylinder off the impression cylinder to prevent sticking. Spring force or hydraulics usually perform this task. In such a setup, it is important, among other things, that the anilox roller and the plate cylinder maintain the same circumferential speed, otherwise, the plate (printing plate) would be out of shape.
In modern chamber doctor printing units with ink chamber squeegees, operators usually adjust the doctor blade pneumatically, and they can finely regulate the contact pressure. The doctor blade angle also plays an important role. Manufacturers usually make the doctor blades of steel, but they also use plastic for doctor blades with ceramic anilox rollers. In a chambered doctor blade system, operators have established the use of doctor blades with a ground phase. When installing new doctor blades, operators must wear cut-resistant gloves. They must handle the doctor blades with care, as damage can lead to the destruction of the anilox roll.


{kind=link}