
Ask three press operators which doctor blade they run and you will often get three different answers, each defended with conviction. That is because the doctor blade sits at the exact point where ink metering, anilox protection, operator safety, and consumable cost all collide. Get the choice right and you wipe cleanly, meter consistently, and protect an expensive anilox roll for years. Get it wrong and you score cells, drag streaks down the web, and burn through blades faster than you can change them.
This article breaks down the three blade families you will realistically choose between, how each behaves on press, and the decision factors that should drive your selection.
What the Doctor Blade Actually Does
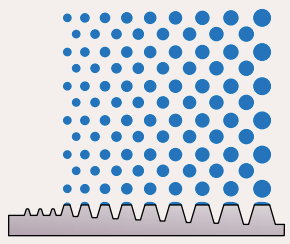
The doctor blade is a thin metering strip held against the rotating anilox roll. Its job is simple to state and hard to perfect: shear away the excess ink sitting on the surface of the anilox so that only the ink held inside the engraved cells is carried forward to the plate. Everything above the cell openings has to go. What remains determines your ink film thickness, and therefore your solid ink density and dot gain.
A blade that meters too lightly leaves a flood of surplus ink on the roll surface, causing dirty print, smudging, and inconsistent density. A blade run too hard, or made of the wrong material, wears the ceramic cell walls and quietly robs you of anilox volume (BCM) over time. The blade is a consumable; the anilox is not. That asymmetry should sit at the centre of every blade decision you make.
Most modern narrow and mid web presses run a chambered doctor blade system, where a sealed chamber holds two blades against the anilox: a metering blade on the trailing side and a containment blade on the other, with end seals closing the chamber. Both blades are selectable, and they need not be the same material.
The Three Blade Families
Steel
Carbon and stainless steel remain the default metering blade across much of the industry. Steel gives a clean, sharp metering edge and predictable wear, and it is inexpensive per blade. Typical steel metering blades run 0.10 to 0.20 mm thick with a lamella (the stepped, thinned tip) ground to a fine metering edge.
The trade-offs are well known. As a steel blade wears it becomes razor sharp, raising the risk of cuts during change-outs. Metal-to-ceramic contact, especially with abrasive inks, also wears both the blade and the roll, and broken steel particles trapped at the nip are a common cause of scoring lines on the anilox.
Ceramic-Coated Steel
To extend life and reduce roll wear, steel blades can be coated along the metering edge with a hard ceramic layer, commonly chromium carbide, tungsten carbide, or oxide ceramics such as Al₂O₃ or Cr₂O₃. Coating thickness typically sits in the 15 to 60 micron range, with edge hardness reaching roughly 850 to 950 microvickers on some chromium-coated blades.
The benefit is markedly longer on-press life and fewer blade changes in high-speed and abrasive applications. The cost is higher per blade, and a poorly matched or worn coated blade can still abrade the roll. These blades earn their keep on long runs with abrasive whites, metallics, and high-line-screen aniloxes.
Polymer and Composite
Engineered polymer and fibre-reinforced composite blades are non-metallic and non-abrasive. Their headline advantage is anilox protection: because there is no metal contacting the ceramic, the risk of scoring and cell-wall erosion drops sharply, and the blade stays safer to handle even when worn. Composite blades also resist high temperatures and aggressive chemistry well.
Historically, polymer blades were seen as a containment-only option and were thought to give up metering sharpness against steel. That gap has narrowed: modern engineered polymer blades are used as metering blades in demanding applications and are designed to match steel-like metering on the right setup. They are commonly run in chamber systems, and modern holders accommodate the greater thickness many polymer blades require.
Steel vs Polymer vs Ceramic-Coated: At a Glance
| Factor | Steel | Ceramic-Coated Steel | Polymer / Composite |
|---|---|---|---|
| Metering sharpness | Excellent | Excellent | Good to excellent |
| On-press life | Short to moderate | Long | Moderate to long |
| Anilox protection | Low | Moderate | High |
| Operator safety | Low (sharpens as it wears) | Low to moderate | High |
| Cost per blade | Lowest | Highest | Moderate |
| Best suited to | General work, short runs | Abrasive inks, long runs, high LPI | Anilox protection, safety-led pressrooms, tissue and corrugated |
How to Choose
No single blade wins every job. Weigh these factors against the work actually running on your press:
- Ink abrasiveness. Opaque whites, metallics, and some UV inks chew through blades and rolls. Ceramic-coated or composite blades pay back fastest here.
- Run length. Long runs reward the higher up-front cost of coated or composite blades through fewer change-overs and less downtime.
- Anilox value and line screen. High-line-screen rolls (above 500 LPI) and high-value anilox inventories tilt the decision toward non-abrasive polymer or carefully matched coated blades.
- Operator safety. Pressrooms prioritising injury reduction favour polymer blades, which do not develop a razor edge as they wear.
- Total cost of ownership. The cheapest blade per unit is rarely the cheapest blade per thousand impressions once anilox wear, downtime, and waste are counted.
Common Pitfalls to Avoid
- Running excessive blade pressure to “fix” dirty print. Over-pressure accelerates wear, dishes the cells, and is a leading cause of scoring. Correct metering comes from the right blade and the right contact angle, not brute force.
- Reusing a blade with a nicked or worn edge. A single flaw drags a streak down the entire web.
- Ignoring the containment blade. In a chamber system it seals and wears too, and a failing containment blade leaks and spits ink.
- Assuming polymer cannot meter. On the right setup it can, and it protects the roll while doing it.
Conclusion
The doctor blade is the cheapest component, next to the seal, in the inking system and one of the most consequential. Steel offers sharp, low-cost metering for general work; ceramic-coated steel buys longevity for abrasive, long-run, high-line-screen jobs; and polymer or composite blades protect both your anilox and your operators. The right choice is the one that costs least per thousand impressions once roll wear, downtime, and safety are factored in, not the one that costs least at the box. Audit what is actually running on your press, match the blade family to the work, and treat the blade as the part you sacrifice to protect the part you cannot afford to replace.

![[Flexo Flaw Fixing] Fill-In and Bridging](https://flexopedia.net/wp-content/uploads/2022/11/041_Dot_Bridging-e1704216170227.png)
{kind=link}